

Примеры работ по погружению шпунта
Наша компания производит погружение шпунта Ларсена экономичной технологией вибропогружения.
Мы имеем всю необходимую технику, чтобы качественно и в максимально короткие сроки оградить шпунтом любую площадь.

Установка шпунтовых ограждений на очистных сооружениях многоквартирных домов.

Извлечение шпунтовых ограждений при строительстве спортивного комплекса.

Проектирование и устройство шпунтового ограждения из трубы при строительстве торгового комплекса

Комплекс работ по шпунтовому ограждению котлована при строительстве многоэтажного жилого дома с парковкой


Стыковка труб сваркой работаем с любыми типами шпунтов Предлагаем сварку трубошпунта (или шпунта Ларсена) для монтажа шпунтовых ограждений и подпорных стен. Работаем по всей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты: ГОСТ 9.402-2004 Единая система защиты от коррозии и старения материалов и изделий. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия ГОСТ 2246-70 Проволока стальная сварочная. Технические условия ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструктивных и теплоустойчивых сталей. Типы ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент ГОСТ 10705-80 Трубы стальные электросварные. Технические условия ГОСТ 10706-76 Трубы стальные электросварные прямошовные. Технические требования ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения, транспортировки в части воздействия климатических факторов внешней среды ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Виды сварного шпунта
В зависимости от металлоизделий, применяемых при изготовлении, трубошпунт можно разделить на три основных вида. Каждый из них имеет свои конструктивные особенности и эксплуатационные характеристики.
Шпунт сварной трубчатый (ШТС)
При изготовлении ШТС используются два вида труб с круглым профилем – горячекатаные бесшовные и электросварные. К внешней поверхности друг напротив друга привариваются продольные замки, предназначенные для соединения труб в конструкции разных конфигураций.
Панели шпунтовые сварные (ПШС)
ПШС представляют собой металлоконструкции со сварным соединением из готовых секций. Основная сфера применения такого трубошпунта – подпорка сооружений различного размера и назначения. Шпунтовые панели бывают угловыми и рядовыми. В первом случае в состав конструкции входят полка и стенка, соединительный элемент. Во втором – полка, стенка, замок-кулачок, соединительный компонент.
Сварной шпунт корытного типа (СШК)
Для производства трубошпунта корытного типа используется стальной двутавр из листового проката. Технология изготовления предполагает приваривание нижней и верхней полок к стенке двутавра с применением двустороннего сварного шва. С наружной стороны концов полок предусмотрено наличие пазов для замкового крепления.
Конструкция и условное обозначение
 Трубошпунт представляет собой ТБД, к которому приварены металлические панели-замки. С помощью этих замков шпунт соединяется в шпунтовую стенку. Угол поворота шпунтовой стенки может быть определен заказчиком 9 ось 0-0-0). Стандартная ось – это 0-0, причем соединение «обойма-обойма» попадает в ось диаметра трубы по своему сечению, соединение «кулачок-кулачок» отстоит от диаметра. панели изготавливают мерной длины 6-24 м.
Трубошпунт представляет собой ТБД, к которому приварены металлические панели-замки. С помощью этих замков шпунт соединяется в шпунтовую стенку. Угол поворота шпунтовой стенки может быть определен заказчиком 9 ось 0-0-0). Стандартная ось – это 0-0, причем соединение «обойма-обойма» попадает в ось диаметра трубы по своему сечению, соединение «кулачок-кулачок» отстоит от диаметра. панели изготавливают мерной длины 6-24 м.
Характеристики изделий от 530-8-КО до ПШСТ-1420-16-О или ПШСТ-1420-16-К представлены в сводной таблице в приложенном документе.
Условное обозначение трубошпунта – ПШСТ. При этом указывается диаметр трубы, толщина стенки и тип замков. Кроме того, обязательно указывают марку стали, из которой изготовлена ТБД и стандарт, по которому она произведена. Для угловых изделий к аббревиатуре добавляют значок «у».
Пример:
Шпунт ПШСТ(у) – 720×10-КО ТУ 5264-007-1393674-2010; ___________________________________________________ К50 ГОСТ 20295
Последовательно: трубошпунт угловой, из ТБД диаметром 720 мм, при толщине стенки 10 мм, с замковым соединением «кулачок-обойма». Изготовлен по стандарту ТУ 5264-007-1393674-2010. Трубы произведены по стандарту ГОСТ 20295 (стальные трубы для магистральных газонефтепроводов) из стали марки К50.
В отличие от трубошпунта, шпунт в условном обозначении панелей указывается высота сечения/расчетная ширина, момент сопротивления оси (1м) и длина панели: ПШС 50/150-3170-28. Под чертой указывают марку стали, из которой произведена панель и стандарт металлопроката.








3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 шпунтовая стена: Несущая конструкция в форме вертикальной или наклонной стены, возводимой (набираемой) из монтажных элементов — шпунтовых свай, нижней частью погружаемых в грунт и соединяемых между собой продольными замками. Шпунтовая стена воспринимает в основном горизонтальные нагрузки и прежде всего давление находящегося за ней грунта.
3.2 шпунтовый профиль: Шпунтовая свая определенной формы поперечного сечения.
3.3 шпунт: Совокупность шпунтовых профилей (шпунтовых свай).
3.4 замок: Фасонный продольный край шпунтовой сваи, который может быть введен в зацепление с замком смежной шпунтовой сваи, образуя их грунтонепроницаемое замковое соединение в шпунтовой стене, обладающее несущей способностью на разрыв и изгиб.
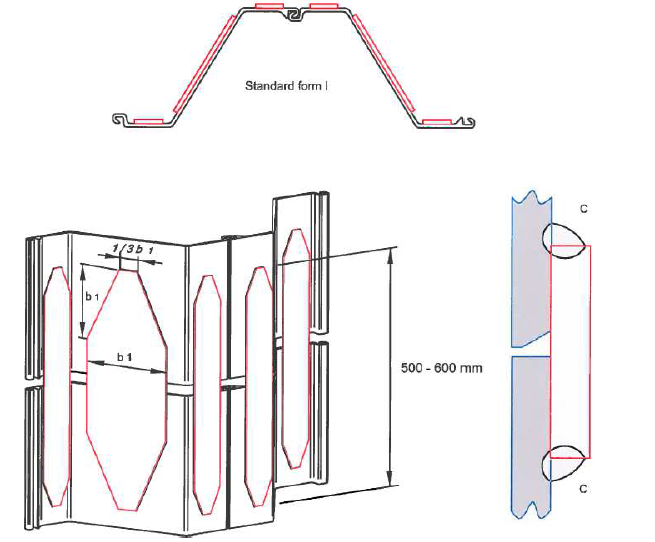
4 Конструкция профилей ШТС
4.1 Профили ШТС изготавливают из стальных электросварных прямошовных труб по ГОСТ 10704 или ГОСТ 20295, к которым сварными соединениями крепят два замка, располагаемых в рядовых профилях в диаметральной плоскости в соответствии с рисунком 1, а в угловых профилях — в двух радиальных плоскостях в соответствии с рисунком 2 под углом, указанным в проектной документации.
1 — труба; 2 — замок; — ось шпунтовой стены Рисунок 1 — Положение замков на рядовом шпунтовом профиле
Рисунок 2 — Положение замков на угловом шпунтовом профиле
— ось шпунтовой стены; — угол поворота оси ряда Рисунок 2 — Положение замков на угловом шпунтовом профиле
4.2 Предпочтительные типы замковых соединений шпунтовых профилей приведены на рисунке 3.
Рисунок 3 — Предпочтительные типы замковых соединений шпунтовых профилей
Рисунок 3 — Предпочтительные типы замковых соединений шпунтовых профилей
4.3 Профили ШТС изготовляют мерной длиной от 5,8 до 24,0 м, указанной в проектной документации и соответствующей требованиям их перевозки транспортом конкретного вида.
4.4 Пример обозначения шпунтового профиля трубчатого сварного диаметром 720 мм, толщиной стенки 10 мм, условное обозначение профиля — Л4, длиной 22 м:
ШТС-720-10-Л4-22
Сварной шпунт от производителя
«Мытищинский трубный завод» предлагает сварной трубчатый шпунт по ГОСТ. Вся продукция проходит строгий технологический контроль, что исключает поставку изделий с браком или дефектами. Мы используем современное оборудование, которое позволяет рассчитать прочностные и эксплуатационные характеристики будущего ШТС, подобрав оптимальные решения с учетом индивидуальных пожеланий клиентов.
Наличие полного производственного цикла позволяет изготавливать трубошпунт мерной и немерной длины, с возможностью установки замковых соединений различного типа, а также нанесения покрытия на готовые изделия.
Наша продукция имеет такие эксплуатационные достоинства:
- вариативность типоразмеров;
- надежное замковое соединение;
- устойчивость к разнонаправленным нагрузкам;
- герметичность;
- продолжительный срок эксплуатации.
При помощи шпунта трубчатого сварного ШТС можно решить разнообразные задачи, связанные с обеспечением защиты грунта. Трубошпунт используется при возведении высотных зданий, если требуется заложить глубокий фундамент. Метизделия также устанавливают в процессе строительства сооружений на сыпучей почве или вблизи водоемов. Трубошпунт необходим для укрепления котлованов, проведения работ вдоль береговой линии или сооружения гидротехнических конструкций, строительства дорог, бурения скважин. Цены на нашу продукцию формируются с учетом геометрических параметров конструкций, материала изготовления, типа защитного покрытия, особенностей замочной системы. Чтобы оформить заказ или проконсультироваться со специалистом, позвоните по телефону, указанному на сайте. При необходимости мы привезем готовые метизделия в любой регион России. Доступен самовывоз со склада производства.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями: шпунтовая стена: Несущая конструкция в форме вертикальной или наклонной стены, возводимой (набираемой) из монтажных элементов — шпунтовых свай, нижней частью погружаемых в грунт и соединяемых между собой продольными замками. Шпунтовая стена воспринимает в основном горизонтальные нагрузки и прежде всего давление находящегося за ней грунта. шпунтовый профиль: Шпунтовая свая определенной формы поперечного сечения. шпунт: Совокупность шпунтовых профилей (шпунтовых свай). замок: Фасонный продольный край шпунтовой сваи, который может быть введен в зацепление с замком смежной шпунтовой сваи, образуя их грунтонепроницаемое замковое соединение в шпунтовой стене, обладающей несущей способностью на разрыв и изгиб.
7 Правила приемки
7.1 Шпунтовые профили должны быть приняты службой технического контроля предприятия-изготовителя.
7.2 Шпунтовые профили принимают поштучно на основании документированных результатов операционного контроля, выполняемого в процессе изготовления профилей, и документированных результатов приемочного контроля.
7.3 Операционному контролю подлежат: — размеры поперечного сечения труб и проката — при их отборе для изготовления шпунтовых профилей; — число и расположение стыков в трубе шпунтового профиля — при отборе звеньев трубы требуемой длины; — форма и взаимное положение кромок в поперечных стыках — при сборке стыков под сварку; — качество сварных стыковых соединений труб и элементов замков — до их подачи на сборку шпунтового профиля; — перекос плоскости торцов трубы — до сборки профиля под сварку; — положение замков на трубе — при сборке шпунтового профиля под сварку.
7.4 Приемочный контроль изготовленных шпунтовых профилей должен включать в себя: — измерение размеров поперечного сечения шпунтовых профилей и их длины; — проверку перекоса плоскостей торцов; — измерение стрелы кривизны профиля в плоскости расположения замков и в перпендикулярной к ней плоскости (для угловых профилей — в радиальных плоскостях расположения замков); — проверку положения замков на трубе шпунтового профиля; — осмотр сварных швов с проверкой формы и размеров усиления; — выборочную дефектоскопию сварных соединений замков с трубой.









7.5 При приемке профиля должна быть обеспечена возможность его осмотра и проведения всех контрольных измерений и проверок.
7.6 Внешний осмотр с контролем формы и размеров усиления следует проводить на 100% длины сварных швов.
7.7 Качество сварных швов в соединениях замков с трубой неразрушающим методом контролируют в объеме, предусмотренном . При выявлении в шве дефекта, вследствие которого нарушается требование 5.2.5, объем контроля удваивают.
7.8 Шпунтовые профили, не соответствующие требованиям раздела 5, возвращают на исправление дефекта, после чего представляют для приемки повторно.
Что такое шпунт?
Трубчатый сварной шпунт представляет собой высокопрочное стальное изделие в виде труб с замковыми креплениями, расположенными по бокам вдоль всей длины конструкции. Замки приварены к металлоизделию. За счет использования круглого профиля обеспечивается повышенная стойкость конструкции к нагрузкам. Расположенные друг напротив друга с разных сторон замки позволяют последовательно соединить отдельные шпунты в единый контур в заданной проектом конфигурации.
ШТС различается по таким характеристикам:
- по марке стали;
- геометрическим параметрам – длине, диаметру, толщине стенок;
- типу замкового соединения.
Область применения трубошпунта ТУ 5264-007-01393674-2010 (Приложение №1)
Назначение трубошпунта – укрепление грунта, защита конструкций от обвалов. Трубошпунт применяется для ограждения временныхкотлованов. В этом случае возможна многоярусная конструкция шпунтовых стен. Кроме того, с помощью трубошпунта укрепляют береговую линию, создают причалы, дамбы, водоотводные конструкции.
При прокладке подземных объектов для снижения давления на них грунтов и в случае, когда попадание грунта на объект недопустимо также используют шпунтовое ограждение.
На участках с подвижными грунтами, с помощью панелей укрепляют склоны.
В строительстве зданий панели используют при сооружении подпорных стен капитальных зданий.
Особенности работ по устройству ограждающих стен котлована метро
Одна из станций прокладываемой ветки метро располагалась в непосредственной близости от фундамента мостового перехода. Причем фундамент был выполнен из свай и укрепленные подошвы этих свай (несущих) по уровню погружения совпадали с глубиной котлована для котлована под станцию. Это создало ряд проблем, которые также решились при помощи трубошпунта ТШС 6-2006-А.208-00- СВСУ-13. При корректировке проектных чертежей было принято решение использовать трубчатый шпунт не только для укрепления котлована, но и как конструктивный элемент общей схемы защиты станции от воздействий грунта. Проще говоря, ТСШ включили в основной проект застройки.
Особое внимание было уделено прочности замковых соединений. Плоские замки обычного металлического шпунта при сцепке способны выдерживать значительные растягивающие усилия
В теории. принимаемой при проектировании, сопротивление на разрыв таких элементов составляет без малого 19,6 кН/см. Для применения такого плоского шпунта на ответственных участках застройки эта цифра недостаточна.
Замки трубошпунта – сварные, либо также возможно применение замков горячекатаного шпунта (сортамент ШК). По настоящее время технологи совершенствуют характеристики и конструкцию замковых соединений трубошпунта, что позволяет существенно расширять область применения металлоизделий.
Трубошпунт для котлованов имеет замки, произведенные из сортового металлопроката: уголка 70х70х8 мм, изготовленного в соответствии требованиям ГОСТ 8509- 86, а также из стального листа 72х8 мм, который проходит проверку на соответствие ГОСТ19903-74.
Основная деталь трубошпунта – сварная стальная труба. В первые годы применения данного типа шпунта в изготовлении использовались трубы, активно применяемые в нефтегазовом секторе. Их диаметр составлял сортаментный ряд от 530 мм до 1020 мм. Но, как говорилось выше, сейчас линейка пополнилась номиналами диаметром до 1420 мм.
А теперь для сравнения: современные ТСШ имеют момент сопротивления W= (2,2 –13,3)*103 см3 /м.
Производство сварного шпунта
Технология изготовления трубчатого шпунта предполагает применение горячекатаного бесшовного проката или прямошовных труб. На нашем заводе трубошпунт производится из сварного трубопроката. Согласно требованиям ГОСТ, для изготовления не применяют метизделия, бывшие в употреблении: это может значительно снизить эксплуатационные характеристики трубной продукции. Процесс изготовления шпунта трубчатого сварного из электросварных труб проходит в такой последовательности:
- Производство труб.
- Установка замков.
- Проведение ультразвукового контроля качества всех сварных участков – такая процедура позволяет оценить герметичность конструкции.
- Подготовительные работы перед окрашиванием поверхности.
- Антикоррозийная обработка – для этого применяют специальные красящие составы, препятствующие появлению ржавчины.
- Отгрузка готовых изделий заказчику.
По всем направлениям сечения ШТС обеспечивается равная жесткость труб. Под любые характеристики грунта наши специалисты подберут технологическое решение и изготовят трубошпунт, обеспечивающий эффективную эксплуатацию объекта.
Доставка трубошпунта и приемка
 Панели трубошпунта поставляются партиями, которые включают изделия с одинаковым условным обозначением (выполнены из одной марки стали, из труб одного и того же диаметра и толщины стенки, имеющие одинаковые параметры).
Панели трубошпунта поставляются партиями, которые включают изделия с одинаковым условным обозначением (выполнены из одной марки стали, из труб одного и того же диаметра и толщины стенки, имеющие одинаковые параметры).
Одна партия по массе не должна превышать 120 тонн. При этом масса определяется по номиналу, учитывая наплавку металла в швах соединения.
Изделие должно быть маркировано. Клеймо или надпись размещают на расстоянии от торца – до 1 м. Маркировка включает: наименование производителя, условное обозначение, длину, а также партию и номер изделия. Кроме того обязательно клеймо ОТК изготовителя.
Хранить трубошпунт необходимо в штабелях: при диаметре трубы до 720 мм высота штабеля – до 5 рядов (до 5 единиц), для труб диаметром более 820 мм – до 3 рядов.
Используемая техника и оборудование
При проведении шпунтовых работ для укрепления стенок котлована трубами используют специальную технику. Основным инструментом в этой работе являются копровые установки.









Копёр – это оснащенная специальным оборудованием самоходная установка, передвигающаяся с помощью гусениц или колес. Копер оснащен:
-
Копровой мачтой.
-
Погружающим механизмом.
-
Лебедочным блоком.
Вместе с копром для погружения и забивки труб используются:
-
Рабочая платформа для размещения копра.
-
Устройство для забивки, представляющее собой молот (дизельный или гидравлический) или вибромолот, или вибропогружатель.
Мы используем современные машины для забивки:
-
Вибропогружатель MULLER MS24HFV, вибропогружатель ICE 1423C, HITACHI.
-
Экскаватор ZAXIS
Выбор трубошпунта, исходя из типа сооружения
Выбор трубошпунта из сортамента зависит от глубины прокладки котлована и непосредственных условий работы (наличие застройки вблизи котлована, качество почвы и т.д.). Следует понимать. что чем глубже котлован, тем сильнее будет грунт давить на предохраняющую ограждающую конструкцию (зависимость пропорциональна).
Если предполагается высокая нагрузка на сваи ТСШ, в проекте прописывают использование трубошпунта из труб с повышенными механическими характеристиками. В этом случае сталь должна соответствовать минимальным показателям:
- Сопротивление на разрыв должно быть до 685 Н/мм2.
- Предел текучести (пластичность с минимальным упрочнением) – больше или равен 345 Н/мм2.
- Ударная вязкость определяется сразу по двум условиям: температуре и непосредственном показателе вязкости. Так выбранная для трубошпунта сталь при температуре -40 градусов Цельсия должна обеспечивать вязкость от 29 Дж/см2.
- При всем этом относительное удлинение допустимо только в пределах 21%.
Подбирая стали для трудной части и замкового соединения нужно понимать, что основная ударная нагрузка при монтаже и постоянная уже во время эксплуатации будет на трубную часть (96%) и только 4% – на замок.