

Технология производства арматурных изделий
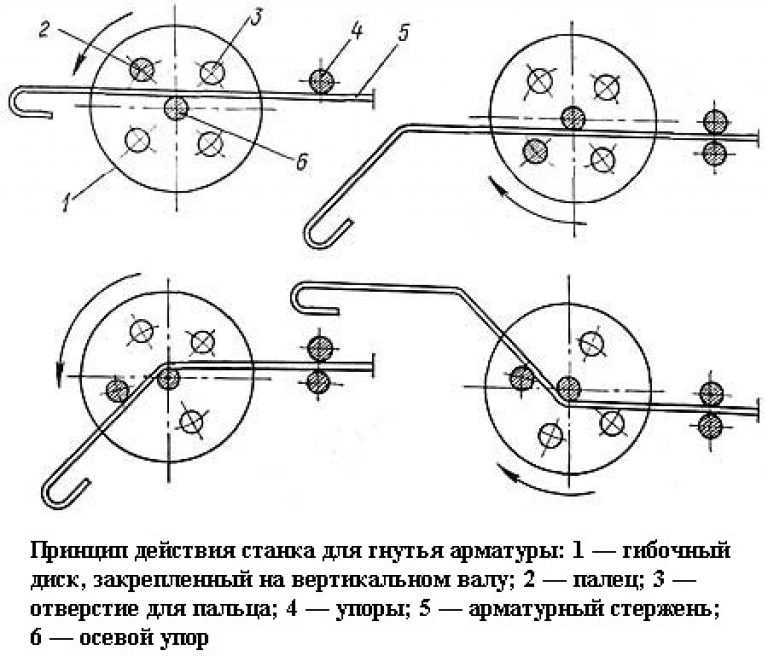
Гибка арматуры производится только в холодном состоянии на специальном гибочном станке с несколькими стальными валами и вращающимся диском. Заготовка фиксируется между центральным и упорным валами. После этого в действие приводится горизонтальный диск с гибочным валом. При его помощи происходит закругление прутка арматуры до нужного градуса (максимум — 180°).
Существует два вида станков, предназначенных для гибки лёгкой (заготовки диаметром 6-20 мм):

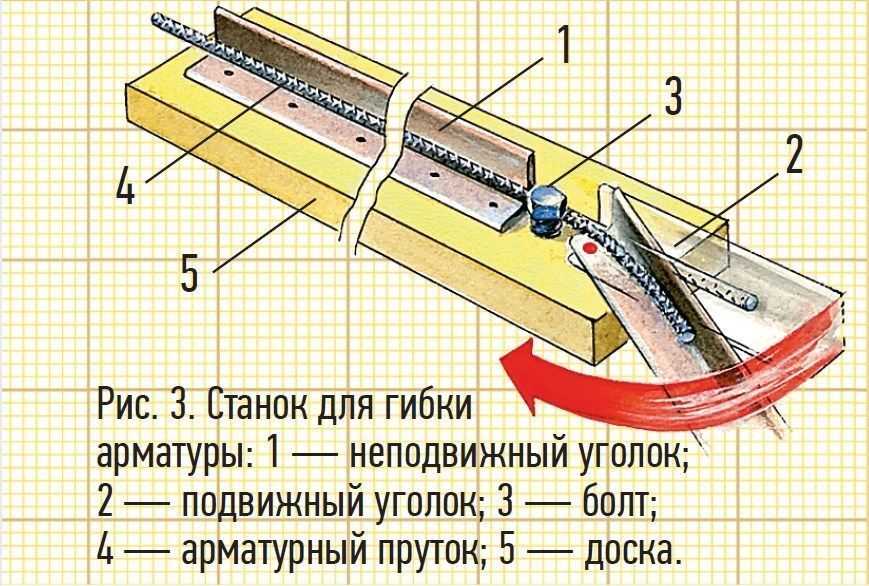
Станок для гибки легкой арматуры
и тяжёлой стальной арматуры (20-40 мм):
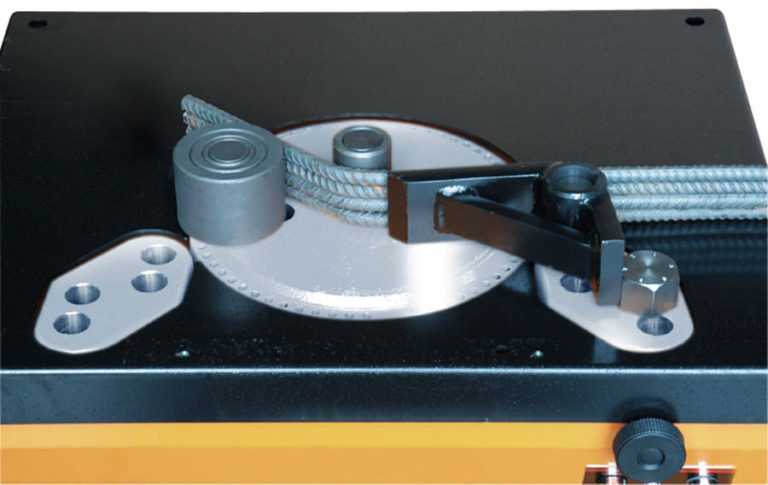
Станок для гибки тяжёлой стальной арматуры

Станок для гибки тяжёлой стальной арматуры
Влияние температуры гибки
Для высокоуглеродистых и легированных сталей, ввиду недостаточной их пластичности, выполнение гибки заготовок, диаметр которых превышает 35…40 мм, целесообразнее осуществлять с подогревом исходной заготовки до 600…700С. Горячая гибка целесообразна также, если недопустимы искажения в конфигурации сечения готового изделия. Эти искажения вызываются изгибом тех участков заготовки, которые примыкают к очагу деформации. При малом радиусе гиба в зонах сжатия могут образовываться складки. Их не бывает лишь тогда, когда относительное сужение поперечного сечения ψ деформируемой стали более 50%, что для условий холодной гибки практически не соблюдается (см. табл. 1). Поэтому в качестве критерия для гибки с нагревом принимают условие
rmin > R(1-2ψ)/2ψ
Горячую гибку арматурных прутков ведут на горизонтально-гибочных машинах, иногда называемых кузнечными бульдозерами. Для нагрева штучных заготовок могут использоваться очковые пламенные печи или индукционные нагреватели.
Общие правила гибки прутка
Для выполнения определенных задач применяются гнутые изделия разнообразной формы: Г и П-образные элементы для армирования плит перекрытий и стен, хомуты для армирования колонн и балок, петли, “эски” и прочие конфигурации. Но правила получения всех этих элементов общие. Перечислим и охарактеризуем их:
- Для сильно нагруженных конструкций выполняется исключительно холодная деформационная гибка стальной арматуры. При этом методе металл сохраняет первоначальную прочность и свойства.
- При изготовлении неответственных конструкций и декоративных элементов допускается горячая гибка – с предварительным прогревом прутков в месте сгиба примерно до 800 °С. Готовая деталь должна остывать на воздухе естественным способом, потому что при отпуске в воде металл меняет структуру (становится закаленным) и приобретает нежелательную хрупкость.
- Не допускается подпиливание или подрезка в месте будущего сгиба для облегчения работы и получения острых углов. Долговечность и надежность изделий из арматуры с нарушенной целостностью снижается в разы.
- Процесс сгибания желательно выполнять одним плавным движением с применением постоянного усилия.
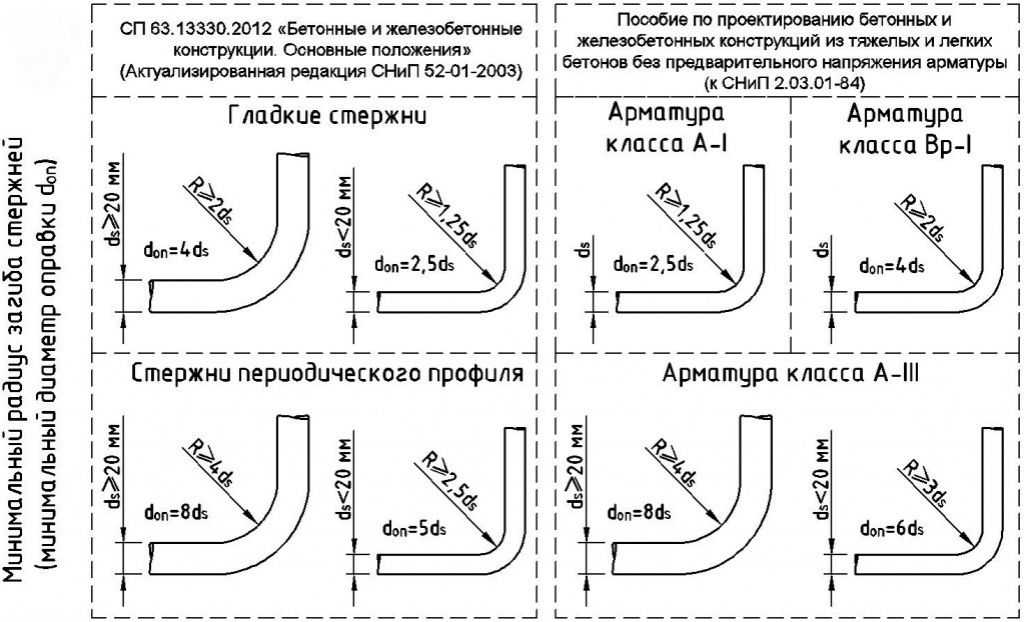
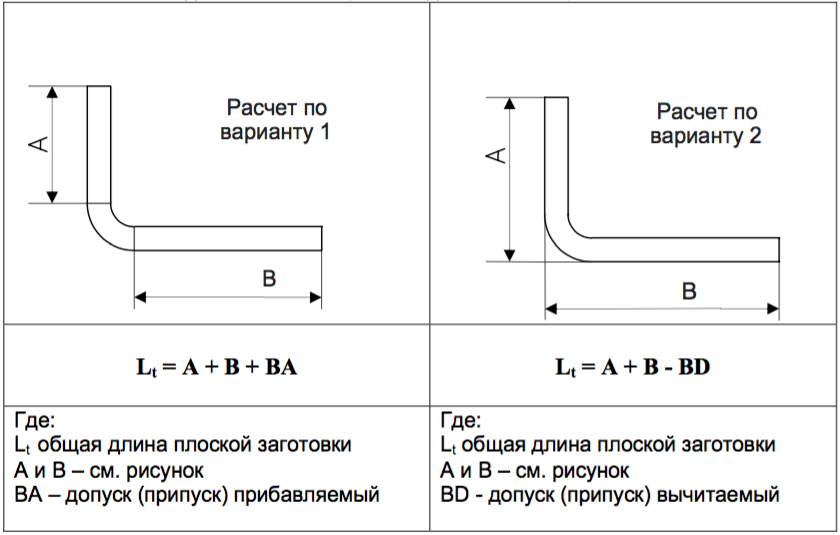
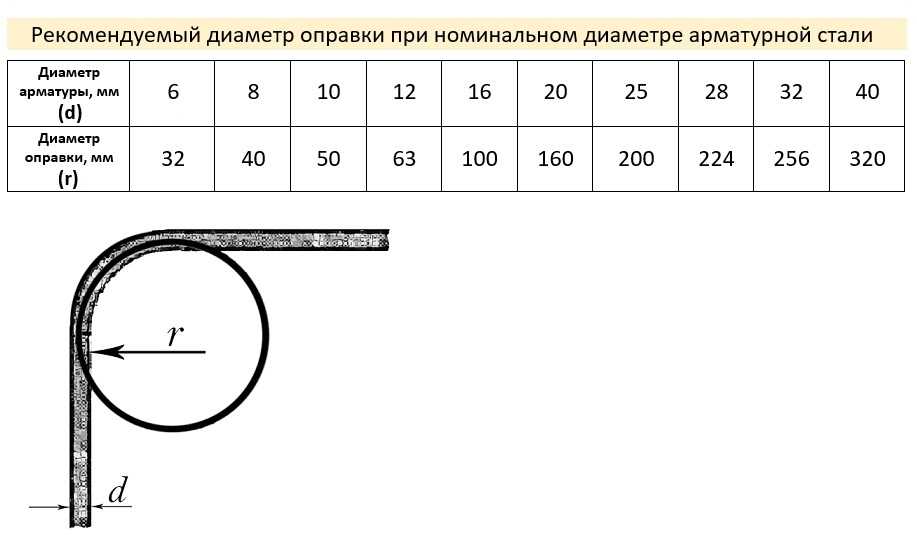
- Радиус загиба арматуры имеет значение для сохранения прочности готовой детали, отсутствия трещин и переломов материала. Нормативной отраслевой документацией определяется минимально допустимый радиус загиба арматурных стержней. На его величину влияет класс арматуры, диаметр рабочих заготовок, вид профиля (гладкий, периодический). Оптимальным радиусом считаются значения в пределах 2-4-кратного увеличения диаметра сгибаемого стержня. Исполнение меньшего радиуса требует приложения больших усилий, при значительном превышении оптимального радиуса согнутое изделие лишается необходимой упругости.

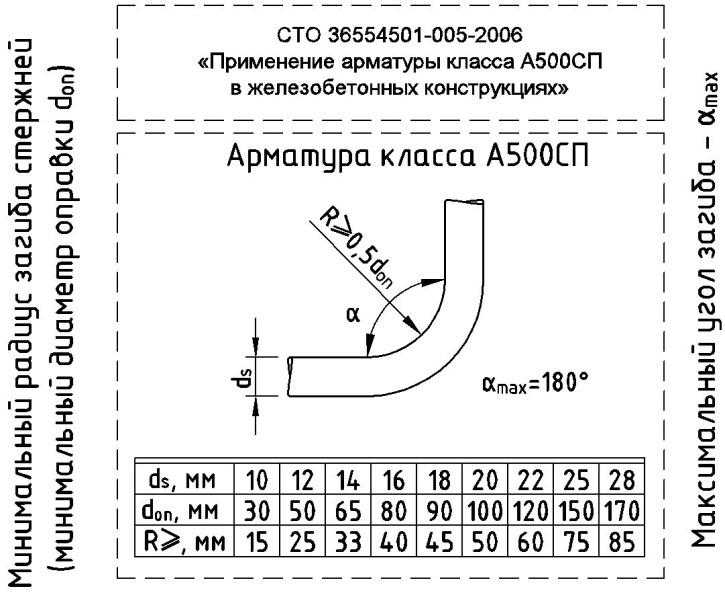
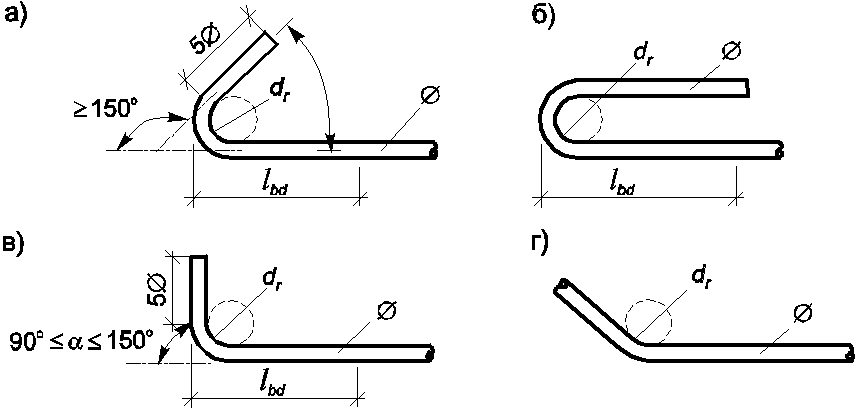
Требования к минимальному радиусу загиба стержней периодического и гладкого профиля.
Гибка арматуры в МЕТАЛЛ БЮРО
Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
Гибкой арматурной заготовки или ее части придается изогнутая, криволинейная форма. Данная технологическая операция используется также для правки арматуры. При формоизменении арматурного стержня наружный слой металла растягивается, а внутренний – сжимается.
Для гибки арматуры, в зависимости от объема и технических требований заказа, МЕТАЛЛ БЮРО применяет следующие способы:
- ручной
- механизированный
Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
Для армирования железобетонных, монолитных конструкций может понадобиться не только прямолинейные арматурные прутки, но и гнутая арматура (хомуты, скобы, крюки и пр.), например:
- На торцевых участках стен зданий по их высоте устанавливают поперечную арматуру в виде П-образных/замкнутых хомутов, создающих анкеровку концевых участков горизонтальных стержней и способствуют предохранению от выпучивания торцевых сжатых вертикальных армирующих стержней стен.
- При конструировании узлов сопряжения балок с колоннами используется поперечная гнутая арматура в виде замкнутых хомутов/П-образных деталей, которые располагают в зоне рабочей арматуры балки.
Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
Гибку легкой арматуры можно производить ручными способами:
- гибку арматурных стержней диаметром до 6мм, закрепленных неподвижно, выполняют с помощью слесарных молотков, кругло-/плоскогубцев
- для гибки арматуры 12 — 14 мм (или менее) можно использовать ручной станок
- арматуру 14 мм и более можно подвергать правке и сгибать ручным способом с помощью правильных плит с закрепленными уголками/с закрепленными несколькими штифтами и специльных ключей в комплекте с плитами, размеры ключа подбирают в соответствии с диаметром арматурного стержня
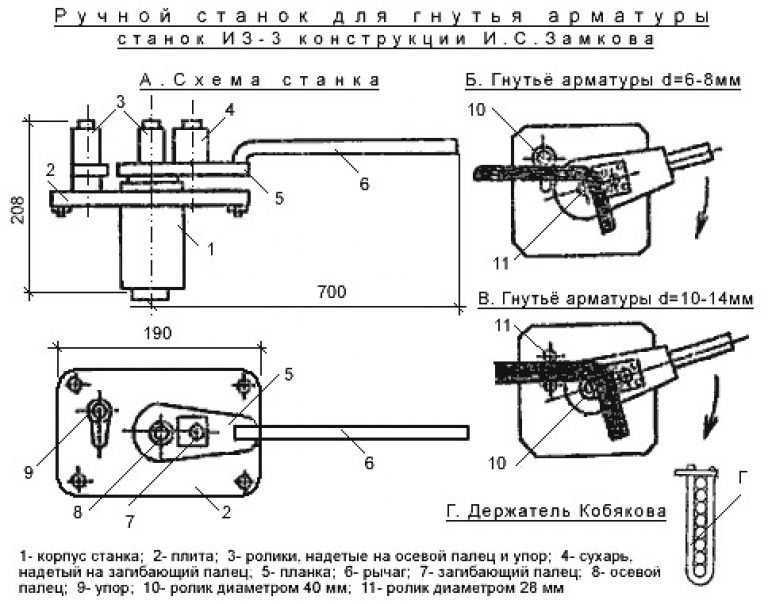
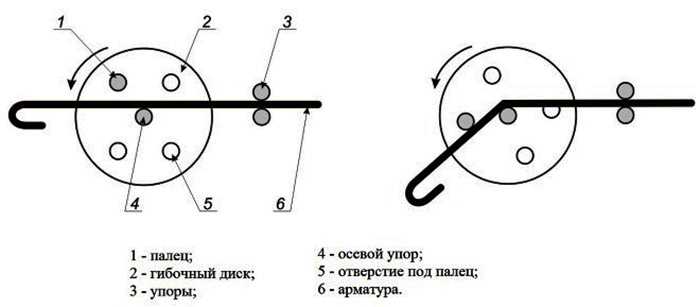
Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
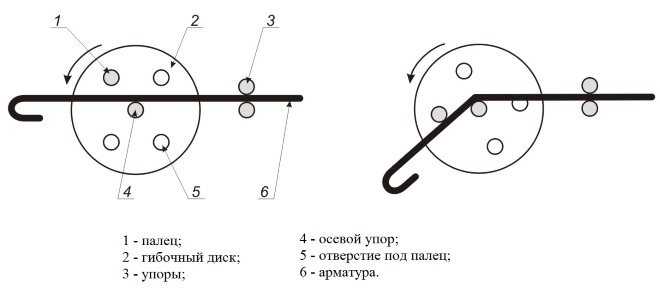
Ручной гибочный станок предназначен для холодной гибки арматуры. На корпусе станка установлена плита, на которой находится рабочий диск с центральным и изгибочными пальцами, которые вращаются вместе с ним в правую или левую сторону с помощью длинной ручки-рычага. На неподвижной станине закреплен упорный палец, расположенный рядом с диском. Изгибание арматурного проката происходит вокруг центрального пальца (радиус изгиба определяется его диаметром), упорный палец способствует удержанию стержня от поворота.
На вращающемся диске предусмотрено использование сменных пальцев разного диаметра для корректировки радиуса/угла изгиба. Использование ручного станка оправдано при небольших объемах строительства для изготовления арматурных изделий невысокой точности. Процесс сгибания прутка вручную трудоемок и долог, поэтому для больших объемов арматуры используют механизированное оборудование.
Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
Современные способы гибки арматуры основаны на применении механизированного оборудования, которое имеет высокую производительность и позволяет осуществлять одновременную гибку нескольких стержней, заправленных в специальный держатель, с точностью обеспечивает требуемые параметры гнутых изделий, влияющих на надежность железобетонных и монолитных конструкций.
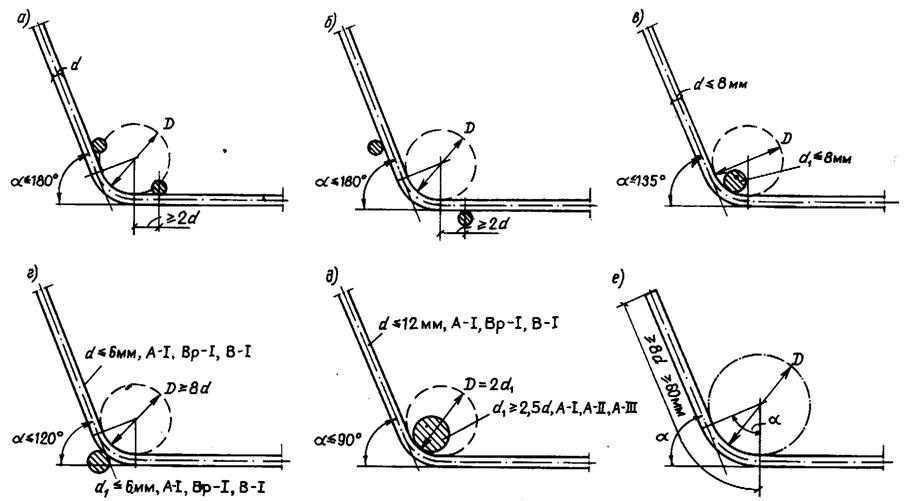
Так, при монолитном строительстве, применение гнутой арматуры с отгибами/загибами стержней требует соблюдения определенных диаметров загиба стержней, необходимого для того, чтобы не допустить раскалывания/разрушения бетона внутри загиба арматурного стержня. Поэтому при гибке стержней диаметр оправки выбирается в зависимости от диаметра арматуры, например:
- для гладкой арматуры диаметром до 20мм диаметр оправки выбирают не менее 2,5хдиаметр арматуры/не менее 4хдиаметр арматурного стержня соответственно
- для арматуры периодического профиля диаметром до 20мм/ 20мм диаметр оправки будет равен не менее 5хдиаметр арматуры/4хдиаметр арматуры соответственно
Для термомеханической арматуры А500С. А500СП гибка проводится только в холодном состоянии. Гибка арматуры проводится с максимальным углом изгиба 180˚.
Для гибки арматуры МЕТАЛЛ БЮРО использует станки с электрическим/ гидравлическим приводом, а также автоматизированные станки с программным управлением, позволяющие получить арматурные изделия высокой точности с заданным радиусом изгиба. Станки имеют разную производительность и предназначены для гнутья легкой (до 14мм диаметром) и тяжелой арматуры диаметром от 14мм, в т.ч. арматуры для крупных ж/б сооружений.




Общие правила гибки прутка
Для выполнения определенных задач применяются гнутые изделия разнообразной формы: Г и П-образные элементы для армирования плит перекрытий и стен, хомуты для армирования колонн и балок, петли, “эски” и прочие конфигурации. Но правила получения всех этих элементов общие. Перечислим и охарактеризуем их:
- Для сильно нагруженных конструкций выполняется исключительно холодная деформационная гибка стальной арматуры. При этом методе металл сохраняет первоначальную прочность и свойства.
- При изготовлении неответственных конструкций и декоративных элементов допускается горячая гибка – с предварительным прогревом прутков в месте сгиба примерно до 800 °С. Готовая деталь должна остывать на воздухе естественным способом, потому что при отпуске в воде металл меняет структуру (становится закаленным) и приобретает нежелательную хрупкость.
- Не допускается подпиливание или подрезка в месте будущего сгиба для облегчения работы и получения острых углов. Долговечность и надежность изделий из арматуры с нарушенной целостностью снижается в разы.
- Процесс сгибания желательно выполнять одним плавным движением с применением постоянного усилия.
- Радиус загиба арматуры имеет значение для сохранения прочности готовой детали, отсутствия трещин и переломов материала. Нормативной отраслевой документацией определяется минимально допустимый радиус загиба арматурных стержней. На его величину влияет класс арматуры, диаметр рабочих заготовок, вид профиля (гладкий, периодический). Оптимальным радиусом считаются значения в пределах 2-4-кратного увеличения диаметра сгибаемого стержня. Исполнение меньшего радиуса требует приложения больших усилий, при значительном превышении оптимального радиуса согнутое изделие лишается необходимой упругости.

Требования к минимальному радиусу загиба стержней периодического и гладкого профиля.
Как правильно вязать и гнуть арматуру для фундаментов: технология монтажа
Во всех современных фундаментах строительство не обходится без применения арматуры – соединенных между собой металлических прутьев, которые воспринимают растягивающие напряжения при использовании совместно с бетоном. Каркас создает вертикальный и горизонтальный пояса, служит для увеличения прочности конструкции и равномерного распределения нагрузок.
Если арматура будет слабо или неправильно связана она расползется, чем нарушит целостность фундамента. Это повлечет медленное его разрушение. Связать прутья между собой достаточно просто, но как правильно вязать арматуру для фундамента, хорошо знают специалисты узкого профиля. Схема связки каркаса практически одинаковая для всех типов оснований, кроме столбчатого деревянного или металлического, где формируется каркас поверх оголовка сваи с помощью арматуры или балок. Они соединяются с оголовком и свариваются, при этом приходится гнуть прутья или катанку под конкретно заданным углом.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Как согнуть арматуру

Любая серьезная заливка бетона немыслима без армирования. При монтаже каркаса постоянно приходится сталкиваться с ситуацией, когда изначально прямой арматурный стержень требуется согнуть.
Для чего надо гнуть арматуру
Армировать бетонные конструкции в местах угловых стыков и примыканий простым перекрестием прутков нельзя. Такой способ армирования относится к грубым нарушениям технологии, ведет к постепенному раскалыванию бетона и снижает прочность конструкции. В названных узловых точках укладывают изогнутую арматуру с перехлестом в каждую из сторон.
Без гибки не обходится изготовление соединительных элементов каркаса и арматурных монтажных изделий – стандартного крюка, лапки, лягушки, хомута, монтажной петли. Гнуть прутки необходимо и при армировании криволинейных бетонных конструкций.
Арматура из металла
Металлические арматурные стержни гнут только в холодном состоянии. Недопустимо надпиливать или нагревать место сгиба. Облегчая себе работу, вы сильно ослабляете стержень, при последующей эксплуатации пруток под нагрузкой разрушается.
Приемлемый радиус изгиба составляет 10–15 диаметров прутка. Правильный изгиб до угла 90° (прямой угол) не наносит ущерба качественным характеристикам, дальше начинается постепенное снижение прочности. Четкое соблюдение технологии процесса – залог отсутствия повреждений стержня в виде складок или изломов. Если вы не уверены в том, насколько сильно можно сгибать арматуру того или иного радиуса, уточните этот вопрос у наших менеджеров при выборе арматуры в нашем каталоге.
При помощи каких устройств можно согнуть арматуру в домашних условиях
За всю историю развития технологий металлообработки и строительства человечество изобрело множество приспособлений для гибки арматуры. Все они объединены одним принципом действия, а отличие состоит в диаметре сгибаемой арматуры и конструкциях оборудования.
Любую деталь, которую подвергают изменениям, фиксируют между упорным и центральным роликом (валом) специального оборудования. Третьим гибочным роликом металл выгибают в требуемую сторону на нужный угол. Закругление можно выполнить как по часовой стрелке, так и против. Упорный вал служит препятствием для деформации. Он не позволяет сдвинуться или провернуться незадействованной части заготовки.
Выделяют два главных варианта таких устройств:
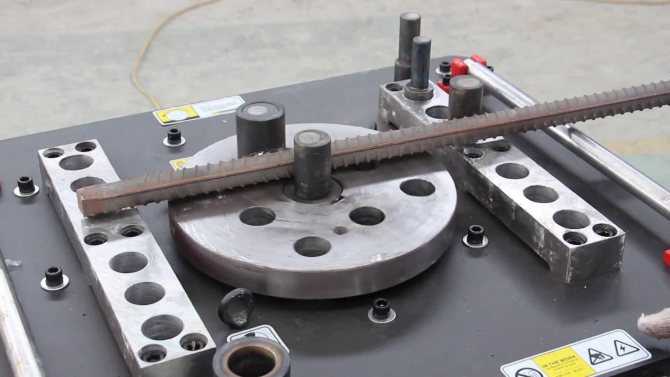
Приводные станки, помимо специальных, функционируют по одной схеме. В качестве рабочего элемента выступает диск, насаженный на вертикальный вал, который вращается в горизонтальной плоскости. На самом диске закреплены центральный и изгибающий пальцы между которыми и закладывается арматура. Упорный ролик закрепляется на стойке, при вращении диска в него упирается арматура и под действием изгибающего пальца выгибается вокруг центральной втулки.
Как согнуть арматуру без специального устройства
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
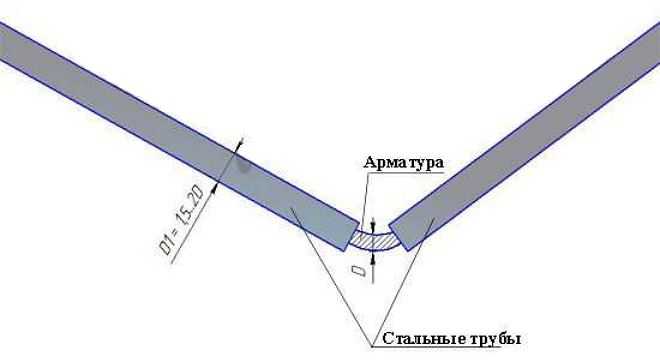
С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Единый принцип гибки на любом оборудовании
Вне зависимости от характеристик и конструктивного исполнения, все приспособления для сгибания металлических стержней работают по общему принципу. Центральный и опорный ролики на станине служат для фиксации арматурного прутка. Третьим – гибочным роликом – воздействуют на прямолинейную заготовку с целью изгиба в нужную сторону и на определенный угол.



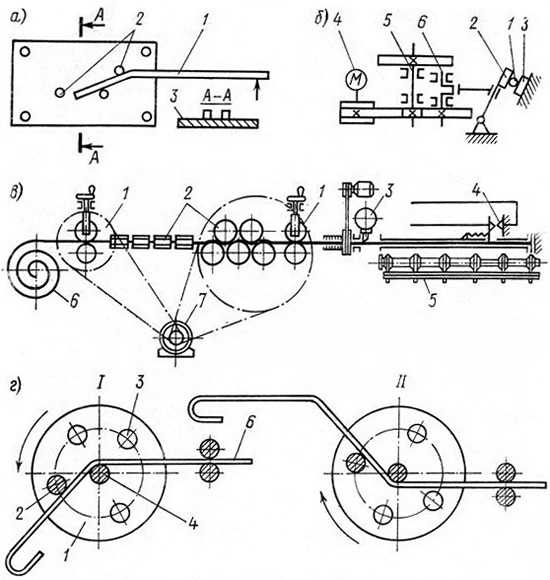
 Устройство и принцип действия гибочного станка.
Устройство и принцип действия гибочного станка.
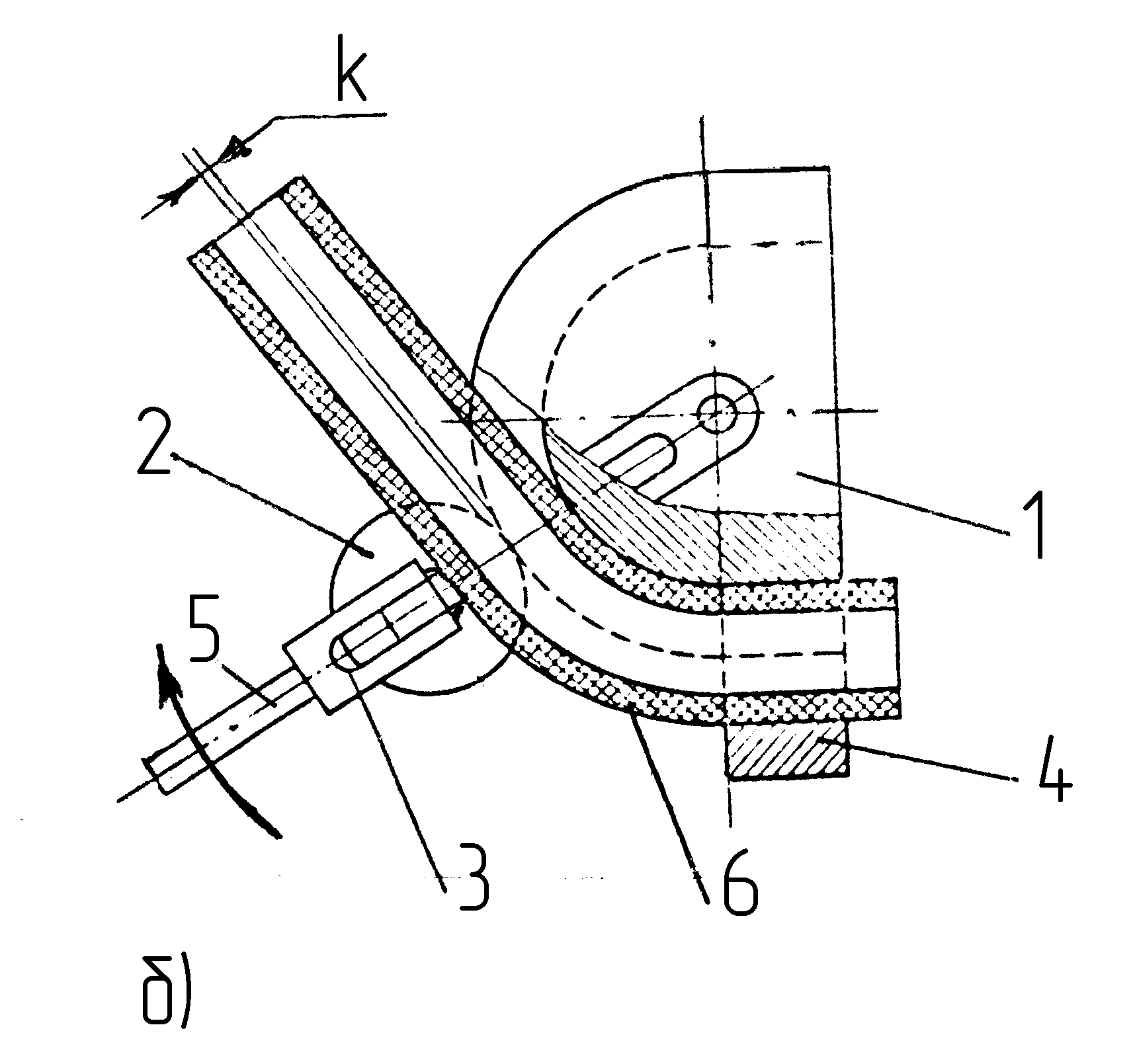
При выполнении рабочей операции опорный (неподвижный) ролик служит упором для заготовки и ограничивает участок ее изгиба без деформации остальной прямолинейной части. Специальные сменяемые насадки центрального ролика формируют нужный радиус загиба. Гибочный ролик или палец при работе перемещается снаружи формируемого изгиба, прижимая арматурный пруток к насадке центрального ролика. В механических станках фиксирующий – опорный – ролик расположен на раме. Остальные закреплены на поворотном круге, который насажен на вертикальный вал с подключенным приводом.
Когда нужна гибка арматуры?
Распространённая причина сгибания арматуры – создание стальных каркасов на её основе. Первейшее их применение – усиление бетонных плит и фундамента. Без стального каркаса бетон не выдерживает усиленных нагрузок и растрескивается, крошится не за десятилетия, а за годы.
Арматура – «костяк» для любого фундамента и железобетонных панелей. Одна из узкоспециальных областей – самодельное перекрытие из бетона и связанных (либо сваренных) прутьев арматуры для септика или небольшой самодельной лестницы. Второе применение согнутой арматуры – создание перекрытий и решетчатых конструкций посредством сварных швов: гнутые прутья арматуры и профильная сталь идут на изготовление дверей, перил, заборных секций, оконных решёток и многого другого.
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Читать также: Латунь ржавеет или нет
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм. По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
- Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
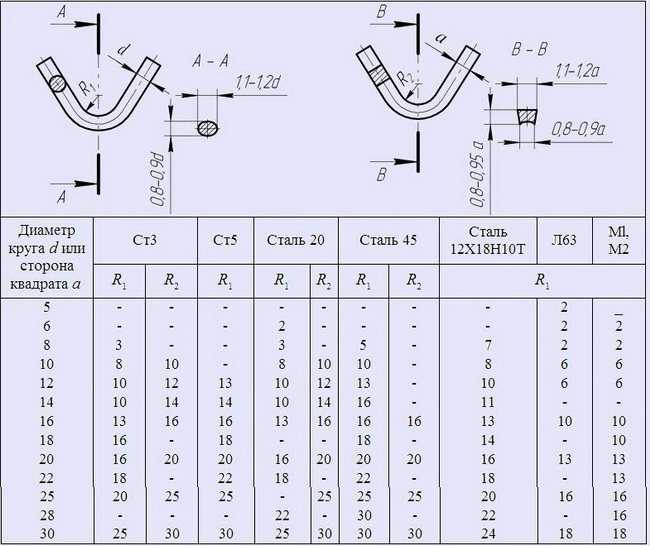
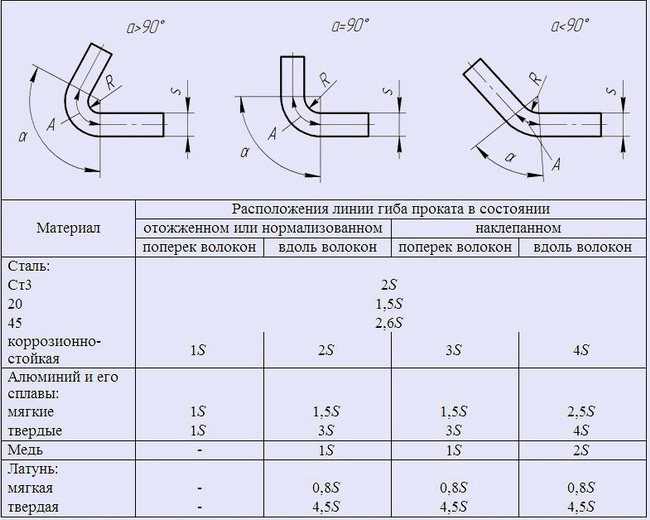
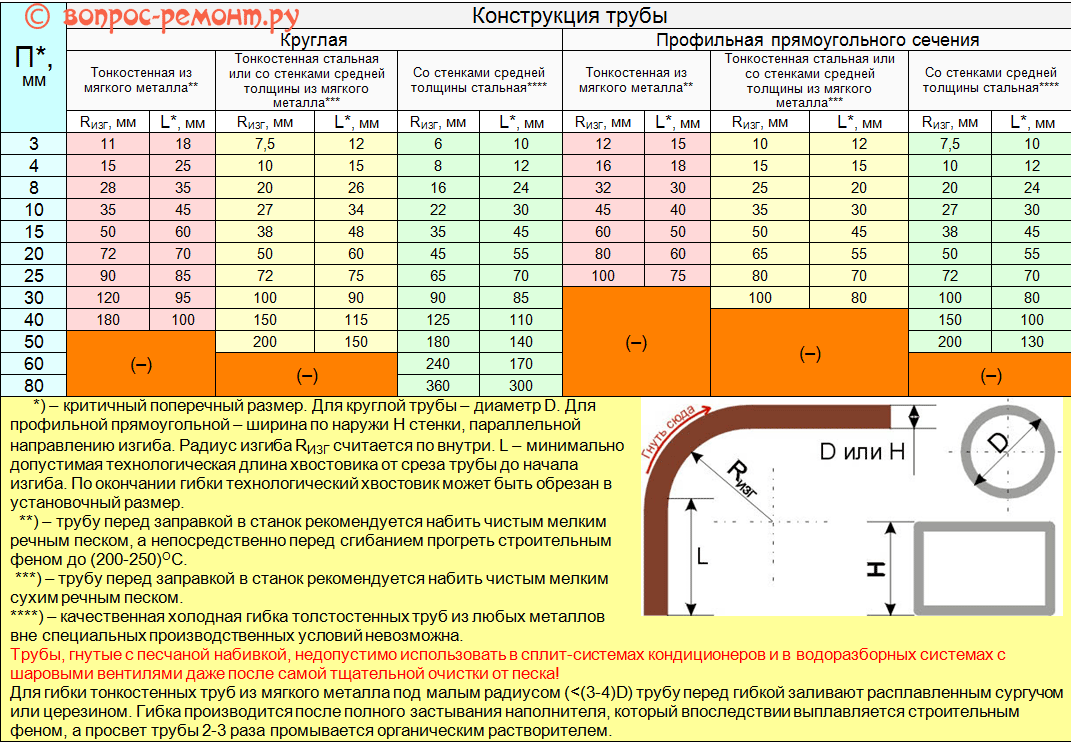
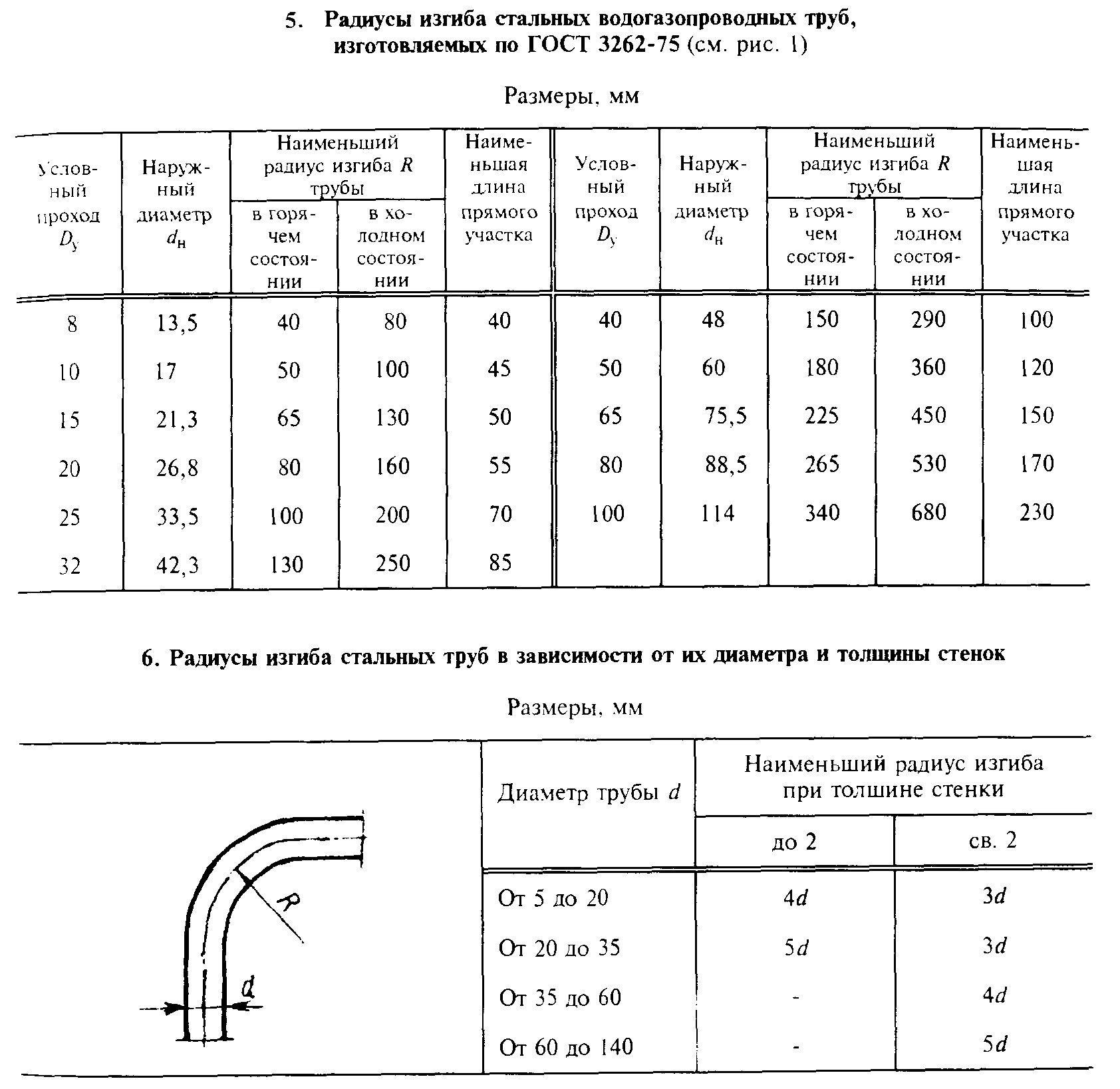
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
Плюсы гибки арматуры
Гнутые изделия из арматуры отличаются высокой прочностью и надёжностью благодаря холодному способу деформации – металл не истончается и не разрушается в месте сгиба, как при предварительном нагреве заготовки. Автоматизированные станки с ЧПУ позволяют выполнить любое количество сгибов с минимальной погрешностью, составляющей всего ±0,5 градусов.
Технические характеристики гибки арматуры
Гибке подвергается арматура диаметром от 6 до 40 мм – например, прутки 12, 16, 20 мм. Крайние значения длины изгибаемых прямых отрезков (между соседними сгибами) – от 1000 до 12000 мм. Максимальный угол изгиба составляет 180°, а точность – ±0,5°.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
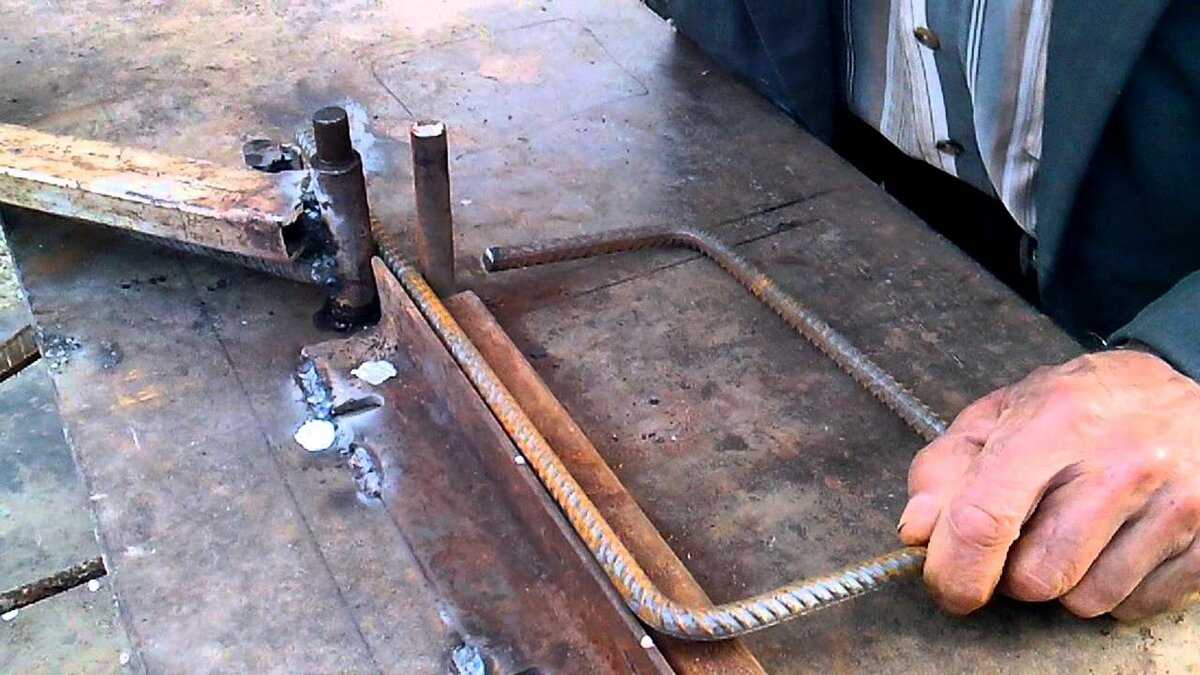
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.




Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.